Funding Partners: Idaho Wheat Commission, Oregon Wheat Commission, Washington Grain Commission
Project Summary
In response to interest from customers in Latin America, WMC is working to identify soft white wheat functional characteristics for use in saltine crackers. This will focus on formulation and processing adjustments to improve Soft White Wheat cracker dough properties.
Introduction
Buyers and customers from Latin American reported that, when switching from soft red winter (SRW) to soft white wheat (SWH), they were uncertain of the appropriate protein specification to buy for their saltine cracker products. This served as the impetus for a SWH saltine cracker study conducted in 2018. We successfully identified SWH wheat protein targets of 10.5 – 11.5% for replacement of SRW in saltine crackers in that study.
However, a limitation of our first study was our laboratory saltine cracker formulation. Most commercially milled flours and cracker formulations include ingredients to help maintain processing consistency of the dough and final product. The most commonly added ingredient for saltines is malted barley flour and/or fungal amylase, and it serves to modify the characteristics of the starch (and sometimes protein) components of the flour. It can have a marked effect on final product quality.
- The WMC laboratory formulation for saltine crackers does not contain added malted barley flour because the formula is strategically designed to identify performance differences between flours.
- A study evaluating SWH at the previously identified protein target with more realistic formulation conditions (i.e. the addition of malted barley flour) will provide confidence to buyers and customers that SWH will perform well on commercial lines.
Beyond protein content, customers have reported dough performance differences in SWH cracker doughs run on commercial cracker lines, possibly related to the presence of malted barley flour as noted above. The SWH flours passed flour quality screening with acceptable dough properties and had a similar profile to SRW flours.
- The difference between quality profiles and performance results indicates a need to better understand and adjust actual dough behavior during processing.
Dough performance issues appear on commercial lines in several forms. A lack of dough recovery, for example, is related to gluten protein differences between SWH and SRW. Lack of dough recovery influences final cracker dimensions (L x W), resulting in larger crackers with the potential for the cracker dimensions to exceed the size of packaging. Dough recovery can be addressed with a variety of strategies. The most accessible corrective action in a 100% SWH formulation is to add a small amount of vital wheat gluten to improve dough recovery properties.
- Vital wheat gluten is accessible in all regions and could be a financially and technically feasible option at low usage levels. An alternate approach would be to add HRW to the blend.
- Vital wheat gluten addition is easy to control in a laboratory setting relative to flour blends containing both soft and hard wheats.
Many issues with dough performance can also be corrected with slight adjustments to processing parameters. Excessive fermentation times during the sponge stage can expose the protein to excessive enzymatic action and high dough temperatures, which affects dough properties including recovery. Over-mixing during the dough stage can also result in loss of dough recovery through protein breakdown and generation of high dough temperatures.
- A reduction in the fermentation time of the sponge stage in conjunction with a mixing time reduction in the dough stage of saltine cracker processing could improve dough recovery properties.
- These process alterations have little to no associated cost when compared to formulation adjustments, are easier to implement than alterations to processing machinery (e.g. changing conveyor belt speeds, oven zone temperatures, etc.), and could be leveraged to increase production.
Alternate leavening systems are another topic of significant interest due to tightening regulations around sodium content in food. The push to reduce sodium content in processed foods is particularly relevant to saltine crackers. They contain an obvious source of sodium in the salt topping added at the end of processing. However, the sodium bicarbonate (i.e. baking soda) added as a leavening agent during processing is a major source of sodium in the cracker.
- Replacing sodium bicarbonate with an alternate low sodium leavening system may result in performance differences between SRW and SWH due to sodium interactions with gluten.
- A timely study establishing SWH performance in reduced sodium products is necessary to provide guidance for customers on the forefront of nutritional regulations wanting to replace SRW with SWH.
Therefore, the objectives of this research were to 1) assess SWH saltine cracker quality in a commercially relevant formulation with added malted barley flour; 2) evaluate vital wheat gluten and fermentation/mixing time reductions for improving dough recovery in SWH saltine cracker dough and their influence on final product quality; and 3) determine the influence of reduced sodium content on SWH saltine cracker dough properties and product quality with an alternate low sodium leavening system.
Materials and Methods
Flour
A SWH sample (10.1% protein content) was blended at the Wheat Marketing Center with SWH obtained from Ardent Mills. The wheat sample was milled on a Miag Multomat. A SRW blend was provided by Mennel Milling Company (Fostoria, OH) and was milled on the same mill.
The flour composition of SWH flour was 12.8% moisture, 8.8% protein and 0.39% ash content. The SRW flour had a composition of 12.1% moisture, 8.4% protein and 0.43% ash content.
The SRC profile of SWH flour was 57.6% water, 82.6% sodium carbonate, 105.7% sucrose and 119.4% lactic acid. The SRC profile of SRW flour was 59.5% water, 80.0% sodium bicarbonate, 100.0% sucrose and 108.2% lactic acid SRC. The desired SRC profile for sponge and dough crackers like saltines is:
≤ 57% water, ≤ 72% sodium carbonate, ≤ 96% sucrose, and ≥ 100% lactic acid.
Saltine Cracker Formulation and Manufacturing
The basic formulation for the saltine crackers was:
Flour (1000g),
Sourdough starter (40g),
Instant yeast (3g),
Yeast food (0.3g),
Shortening (140g),
Water (260g),
Salt (8g), and
Baking soda (4.0-8.0g)
Four batches of saltine crackers were made by adding malted barley flour (0.1%) and/or vital wheat gluten (0.5% and 1.0%) in SWH flour. The formulation information of each experimental combination is shown in Table 1.
The cracker making procedure included dissolving instant yeast and yeast food in water and then mixing with part of the flour (650g), sourdough starter (40g) and water (260g; equivalent to 26% hydration), malted barley flour (0.1%) and/or vital wheat gluten (0.5% and 1.0%) in a Hobart mixer A-200 equipped with a double spiral mixing head at speed 1 for 2 min to create the sponge. The sponge was placed in a plastic container and rested in a proofing cabinet (30ᵒC, 85% RH) for 18 h.
Dough-up was conducted by mixing the sponge with the remainder of the formula ingredients (salt, baking soda, shortening and remaining flour) at speed 1 for 3 min. The final dough was rested in a proofing cabinet (30ᵒC, 85% RH) for 3 h.
The dough was put on a pilot-scale cracker sheeting and baking line (Poolphol Engineer Ltd, Samutprakarn, Thailand). The settings for the process were:
1st sheeting rolls, 1.2mm gap;
Lamination, 6 layers;
2nd reduction rolls, 1.4 mm gap;
3rd reduction rolls, 1 mm gap;
Cutting (5.12 x 4.93 cm per cracker dough piece);
Baking (zone 1: 210ᵒC; zone 2: 230ᵒC; zone 3: 170ᵒC; baking time: 6 min 30 sec).
The crackers after baking were then cooled and stored in Ziploc bags for quality evaluation. SRW flour alone and with malted barley flour (0.1%) were compared against SWH alone and with malted barley flour (0.1%).
Other batches of crackers were made with 100% SWH and 0.1% malted barley flour: 1) with a fermentation time of 18 h and a reduced mixing time (3 min); 2) a reduced fermentation time (sponge stage) (12 h) and a standard mixing time (5 min); 3) a reduced fermentation time (sponge stage) (12 h) in conjunction with a reduced mixing time (3 min); 4) with an alternate low sodium leavening system (potassium bicarbonate); and 5) potassium bicarbonate in the absence of malted barley flour.
Table 1. Saltine crackers formulations and processing conditions
| Sample | |
| 1 | SWH (100%) |
| 2 | SRW (100%) |
| 3 | SWH/malted barley flour (100%/0.1%) |
| 4 | SRW/malted barley flour (100%/0.1%) |
| 5 | SWH/malted barley flour/vital wheat gluten (100%/0.1%/0.5%) |
| 6 | SWH/malted barley flour/vital wheat gluten (100%/0.1%/1.0%) |
| 7 | SWH/malted barley flour/18h sponge ferment/3min dough mix (100%/0.1%) |
| 8 | SWH/malted barley flour/12h sponge ferment/5min dough mix (100%/0.1%) |
| 9 | SWH/malted barley flour/12h sponge ferment/3min dough mix (100%/0.1%) |
| 10 | SWH/malted barley flour/potassium bicarbonate (100%/0.1%/0.7%) |
| 11 | SWH/potassium bicarbonate (100%/0.7%) |
Saltine Cracker Dough Handling Properties
Dough from each manufacturing run was evaluated in an attempt to objectively capture dough handling properties on the line. Doughs were measured with a texture analyzer (TA-XT.Plus) equipped with an SMS/Kieffer dough rig accessory. In short, a section of dough was cut from the dough sheet immediately prior to the cracker mold, placed into a special dough shaper, and clamped to create individual dough strips of uniform size for testing. The clamped sample was allowed to rest for 45 min in a sealed bag to minimize moisture loss. Rested samples were unclamped and individual dough strips removed for testing. The dough resistance to extension (peak force), extensibility (total distance), and deformation energy (area under the curve) were recorded fifteen times for each sample.
Saltine Cracker Quality Evaluation
Cracker stack height and weight were measured on a set of nine crackers. Break force of the crackers was determined using a texture analyzer (TA-XT.Plus) with a three-point bending rig accessory. Each cracker was placed on two supports with a gap in the middle, and the blade (TA-43R) was moved down between the supports to break the cracker. The break force was recorded as the peak force required to fully fracture the cracker. Each quality parameter was measured nine times and the average values were recorded.
Statistical Analysis
Statistical analysis was done using SAS 9.4 software (SAS Institute, Cary, NC) using one-way analyses of variance. Least significant difference (LSD) was conducted for significant difference at P<0.05.
Results and Discussion
Dough handling properties
Table 2. Cracker dough characteristics and handling properties
| pH | TTA | Dough Weight | Resistance | Extensibility | Deformation Energy | |
| ml | g | g | mm | g·mm | ||
| 1 | 4.19 | 7.66abc | 53.70 | 62.51a | 15.05e | 688.33a-c |
| 2 | 3.97 | 10.64a | 52.90 | 37.24ef | 11.51f | 338.2d |
| 3 | 4.51 | 5.22c | 53.70 | 48.63cd | 18.24a-c | 682.16a-c |
| 4 | 4.05 | 10.24a | 55.45 | 33.12f | 11.68f | 281.40d |
| 5 | 4.38 | 7.02bc | 53.00 | 54.42a-c | 19.74a | 774.70a |
| 6 | 4.24 | 8.44ab | 55.10 | 55.90a-c | 17.10c-e | 650.18c |
| 7 | 4.29 | 7.13bc | 54.10 | 44.92de | 17.41b-c | 634.98c |
| 8 | 4.57 | 5.04c | 53.30 | 57.68ab | 18.43a-c | 738.46a-c |
| 9 | 4.44 | 5.32c | 55.00 | 54.44a-c | 19.41ab | 765.93ab |
| 10 | 4.56 | 5.23c | 52.75 | 50.49b-d | 17.90a-c | 659.30bc |
| 11 | 4.23 | 7.14bc | 52.95 | 59.70a | 15.54de | 663.59bc |
Means with different letters in the same column are significantly different at P<0.05.
Cracker dough characteristics and rheological properties are shown in Table 2. The sponge pH and total titratable acidities (TTA) were different between SWH and SRW. The lower pH of SRW required more leavening acid to neutralize cracker dough to a final pH of 6.6. Cracker dough weight was lower for SRW. In SWH formulations, higher pH and lower TTA were observed for SWH with 12 h sponge fermentation. Less sugar was fermented into acids over a shorter period of fermentation time. Cracker dough weight was lower for SWH with a shorter sponge fermentation time.
The Kieffer dough rig extensibility test was used to objectively characterize the dough handling properties of flour samples after passing through the sheeting and reduction rolls on the cracker line. As expected, SWH/MBF or SRW/MBF had lower dough resistance (33.12-48.63 g) and higher extensibility (11.68-18.24 mm) than flour alone (37.24-62.51 g and 11.51-15.05 mm). It confirmed MBF served to weaken the dough handling or machinability by modifying starch and protein components of flour. Also, MBF increased the color of final crackers (Fig 1) by creating more simple sugars for browning reactions.
By adding VWG to SWH/MBF, SWH/MBF/VWG had similar dough resistance (54.42-55.90 g) or higher deformation energy (650.18-774.70 g·mm) than both SWH/MBF (48.63 g and 682.16 g·mm) and SWH alone (62.51 g and 668.33 g·mm). The results showed that VWG can potentially improve dough tolerance to sheeting rolls.
Dough handling properties were significantly weaker for those doughs with an 18 h sponge fermentation versus 12 h. The largest difference in dough properties was observed between 18 h in conjunction with 5 min dough mixing and 12 h with 3 min, showing sponge fermentation and dough mixing time affect dough handling properties.

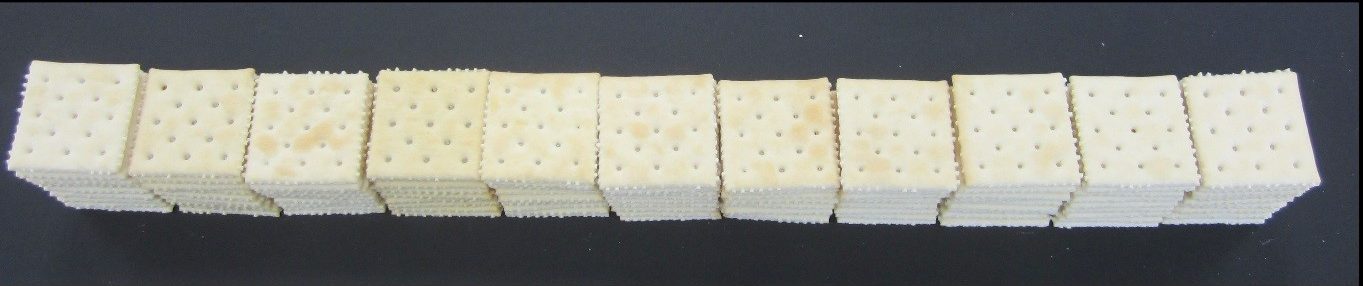
Fig 1. Crackers made with different formulations and processing conditions (From left to right: 1: 100% SWH; 2: 100% SRW; 3: 100% SWH/0.1% MBF; 4: 100% SRW/0.1% MBF; 5: 100% SWH/0.1% MBF/0.5% VWG; 6: 100% SWH/0.1% MBF/0.1% VWG; 7: 100% SWH/0.1% MBF/18 h sponge ferment/3 min dough mix; 8: 100% SWH/0.1% MBF/12 h sponge ferment/5 min dough mix; 9: 100% SWH/0.1% MBF/12 h sponge ferment/3 min dough mix; 10:100% SWH/0.1% MBF/KHCO3; and 11: 100% SWH/KHCO3).
Crackers
Table 3. Cracker characteristics from different formulations and processing conditions
| L | W | Stack Height | Stack Weight | Stack Weight: Dough Weight | Break
Force |
|
| mm | mm | mm | g | g | ||
| 1 | 44.78 | 48.34 | 60.33 | 41.80b-e | 1.1235 | 4001.9 |
| 2 | 46.20 | 47.86 | 57.15 | 40.55ef | 1.0805 | 3329.1 |
| 3 | 45.29 | 48.66 | 58.74 | 41.70c-e | 1.0937 | 3576.1 |
| 4 | 46.68 | 48.45 | 54.77 | 42.25bc | 0.9880 | 3414.4 |
| 5 | 44.86 | 48.5 | 58.74 | 40.85d-f | 1.1084 | 4105.8 |
| 6 | 45.26 | 48.21 | 56.36 | 43.00ab | 1.0229 | 3919.8 |
| 7 | 45.75 | 48.56 | 57.15 | 41.90b-d | 1.0564 | 4393.8 |
| 8 | 44.49 | 48.86 | 58.74 | 41.15c-f | 1.1021 | 3820.3 |
| 9 | 45.10 | 51.65 | 61.12 | 43.65a | 1.1125 | 3774.7 |
| 10 | 44.72 | 48.76 | 57.16 | 40.40f | 1.0832 | 3902.5 |
| 11 | 44.97 | 48.46 | 57.95 | 40.75d-f | 1.0946 | 3722.6 |
Means with different letters in the same column are significantly different at P<0.05.
Although cracker dimensions were not statistically different, the cracker L were larger for SRW versus SWH whether with the MBF or not in the formulation. This is related to the weaker SRW dough properties, which tend to result in larger cracker dimensions after baking. L was larger for SWH/ MBF (46.68 mm) than SWH alone (44.78 mm) and SWH/MBF/VWG (44.86-45.26 mm) was similar to SWH alone. This indicates that adding a small amount of VWG reduced the cracker dimensions by boosting the dough recovery after sheeting, which ultimately prevents packaging problems associated with excessive dimensions of final crackers. The L of 18 h sponge fermentation (45.29-45.75 mm) was slightly larger than 12 h (44.49-45.10 mm). The long fermentation time tends to break down the gluten network through longer exposure to enzymatic attack, and this reduces dough recovery. With different mixing times of dough, L was slightly different in the final crackers.
The stack height and stack height/dough weight of SRW were slightly lower than SWH (Table 3 and Fig 1). As mentioned before, the relatively weaker dough strength of SRW might not have sufficient strength during baking to obtain high expansion. Few differences were observed in cracker height and break force between 0.5-1.0% VWG/0.1% MBF and SWH alone, although the stack weight was slightly greater for 1.0% VWG. Adding 0.5-1.0% VWG to 1 kilogram of SWH flour boosted the flour blends protein content from 8.8 to 9.2-9.6%, however, the VWG and MBF did not affect the final cracker quality as much as dough handling properties.
Stack height and stack weight were greater for the 12h fermentation in conjunction with 3 min mixing time versus 18 h. Prolonged fermentation tends to break down gluten, especially in the presence of MBF, and that reduces expansion in oven, whereas shorter fermentation allows gluten to retain more strength. The heavier stack weight could be attributed to less water loss during bake-off, another sign that gluten has not been broken down to the same extent.
SWH/potassium bicarbonate exhibited similar stack height and stack height/dough weight to SWH/sodium bicarbonate (sample 10 versus 3), indicating the potassium bicarbonate is able to produce gases which develop expansion of crackers as sodium bicarbonate in baking.
Conclusions
SWH offers processing advantages over SRW in terms of dough handling properties. Dough made with SWH flour is more robust and capable of withstanding the stresses of commercial processing including long fermentation and mix times as well as lamination and sheeting on the line. Adding a small amount (0.1% fwb) of malted barley flour improves the color and texture of SWH saltine crackers and results in a final product more closely resembling that from SRW.
The addition of vital wheat gluten or, alternately, a small percentage of HRW in the blend is unnecessary to improve the performance of SWH. This is not typically the case with SRW in saltine cracker applications where HRW is frequently required to strengthen the blend. Removing the need to add HRW to the flour blend (and the cost associated with it) could potentially balance out the higher price of SWH relative to SRW.
Reductions in fermentation and mixing times also do not appear to be necessary for SWH according to these results. However, it is almost certain that the pilot line at WMC does not fully replicate the stresses placed on dough in larger commercial facilities. Reductions in fermentation and mixing times on a commercial scale may be necessary, and we have successfully demonstrated that the strength of SWH doughs increases with these adjustments in lieu of adding vital wheat gluten or (more likely) HRW to the blend.
Finally, sodium reduction through the replacement of sodium bicarbonate with potassium bicarbonate does not adversely affect SWH performance in saltine crackers. Few, if any, adjustments would be needed for those looking to pursue potassium bicarbonate as part of reduced- or low-sodium formulations.
Acknowledgements
Wheat Marketing Center thanks Idaho Wheat Commission, Oregon Wheat Commission and Washington Grain Commission for sponsoring this research project.
Research Team
Jayne Bock, Bon Lee, Lingzhu Deng, Tina Tran, and Kin Wong
Wheat Marketing Center, Portland, Oregon, U.S.
Questions about the report can be addressed to Jayne at jbock@wmcinc.org or (503) 295-0823.